![]()
容器能做到的
到达容器所需经过的程序
附上图片简单介绍下弊社容器的制造工序。
|
1.裁断 |
|
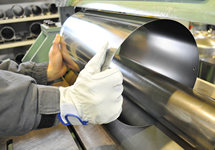
2.轧辊加工 |
|
3.本体焊接 |
 |
 |
 |
 |
 |
|
加工板状的不锈钢材质。按照定尺板所指定的尺寸进行裁断。 |
|
将裁好的钢板利用卷板机进行容器本体加工。为了达到精确的正圆使用自动卷板机。 |
|
使用自动直线焊接机将卷板加工后的本体连接起来。使用圆周自动焊接机可以更容易溶解于基焊料。 |
|
4.再处理加工 |
|
5.焊接 |
|
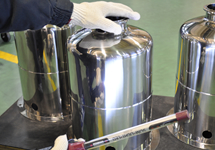
6.抛光研磨 |
 |
 |
 |
 |
 |
|
使用直线再处理加工机对本体的焊接痕迹进行再处理,使表面更加光滑平整。 |
|
焊接本体与镜部。通过氩弧焊将不锈钢各部分焊接在一起后,以图纸为基准实施尺寸校对。 |
|
将焊珠切除,进行#400电解抛光处理。 |
|
7.表面检查 |
|
8.去除焊接痕迹 |
|
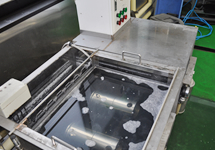
9.洗净·擦拭 |
 |
 |
 |
 |
 |
|
通过抛光加工检查容器内外表面的伤痕、光泽等外观情况。 |
|
通过抛光无法去除的焊接痕迹采用缩放器去除。 |
|
将抛光后剩余的粉末洗净。洗净后,再用酒精在容器表面擦拭一遍。 |
|
10.激光标记 |
|
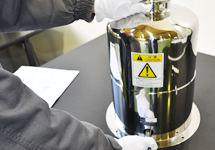
11.容器施压,检测安全性 |
|
12.最终检测·捆包 |
 |
 |
 |
|
 |
|
可以根据要求采用激光标记在被加工物上印字。QR代码、汉字、英文都可以刻印。 |
|
将液位计等有接头的接缝拧紧加固。拧紧后,以图纸为基准进行尺寸检查。为了确保焊接部和拧紧部位不会有液体渗漏现象,已设计时的标准压力对容器施压,检测安全性能。 |
|
参照图纸对容器的完成情况实施最终检测。为了避免产品在运输过程中造成损坏,会仔细小心捆包。 |
印字样品

|
||||||
|
||||||



设备
|
直线自动焊接机 |
|
圆周自动焊接机
|
|
拉丝自动抛光机
|
 |
|
 |
|
 |
|
|
|
|
|
|
|
抛光机 |
|
超音波洗净机
|
|
高压洗净机
|
 |
|
 |
|
 |
|
|
|
|
|
|
|
激光打印机 |
|
水素检漏器
|
|
氦气检漏器
|
 |
|
 |
|
 |
|
|
|
|
|
|
仓库

设备

浦安工厂介绍
 |
|
有理控总公司·浦安事务所设在千叶县浦安市。靠近市中心,便于拜访客户。
公司占地面积约500坪,反复进行点胶·阀·泵的吐出测试、精度确认、耐久性能测试等,致力于改良产品性能。 |
|
制作场景 |
|
|
|
耐久性测试
|
 |
|
 |
|
 |
|
|
|
|
|
|






![]()
| 地址 |
上海市徐汇区 中山西路1800号8F1室 TEL : 86-21-64401511 FAX : 86-21-64401512 
|
![]()
![]()